記事更新日2009/5/2
2−2 「鍛鉄薔薇 第一工程」 第2回目
 
写真1: アンビルの上で 写真2:鍛造機(エアーハンマー)にて
材料は握りこぶしよりすこし大きいくらいの鉄のムク材であればよいのだが、
今回は工房の廃材から、32mm 丸棒を切り出して使うことにする。
コークス炉で赤めて、鍛造していく。
ここで、大きく鍛造加工する場合、向鎚(合槌)を打ってもらう、・・・・
のですが、写真2:今回は鍛造機(エアーハンマ)を使います。早くも文明の利器の登場です(笑)
写真1:アンビルの上で形を整えて、
写真3:第一工程終了
鍛造機(エアーハンマ): Luft Hammer
中にエアーコンプレッサ内臓で、空気の力でピストンを動かす。
プレス機と違い、スピードがあり打撃して加工していく。他にエアー式ではなく、バネの反動を利用するバネハンマなどもあります。鍛冶屋的にはかなりハイテクな機器、はじめてみたとき感心した。しかし、中世にこのようなものがまったくなかったというわけではない。
水車ハンマ: Wasser kraft Hammer
水力を利用して、ハンマーを動かす。
以前、筆者もドイツで体験したことがあったが、原始的な機構だがちゃんと機能し、感心したものだ。写真の大きなハンマーを水車の力を利用して待ち上げ、自重で落下する。いつの時代のものかはわからないが、少なくとも産業革命以前のものだろう・・・今でこそ、鍛冶屋はローテクの手仕事が、魅力の一つでもあるが、この技術が最先端のハイテクだった時代もあったんだろうと考えると、なんだか感慨深いものがある。
完成までまだ道のりはありますね〜(連載も・・・)
|
作業の具体的な説明に入る前に、工房では鍛造の加熱に、コークス炉を使っています。(コークス=石炭のような物)炉で熱した鉄をアンビル(金床・・叩く金属製の台)のうえで鍛造(鍛冶)します。
熱した鉄は数分(鉄の大きさにもよる)で冷めてしまうので、再び炉に入れて熱する(赤める)この作業を何度も繰り返し成形していく。これを、熱間加工という。

写真3: 第一工程 終了(まだ熱いです)

水車ハンマ: Wasser kraft Hammer 2001ドイツ |

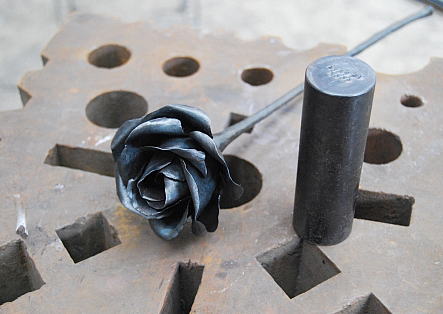








 写真4:第四工程終了
写真4:第四工程終了










